
Печь серии HDW-2500 — это современное инженерное решение для высокопроизводительной и экономичной плавки алюминиевых сплавов. Разработанная на основе передовых международных технологий и практического опыта, печь обеспечивает полный автоматизированный цикл — от загрузки сырья до получения качественного расплава.
Технические параметры
| Позиция | Данные | Примечания | ||||||||||||||||||||||
| Тип | HDW-2500 | |||||||||||||||||||||||
| Способ разливки | Разливка при наклоне | Расстояние от желоба до пола — 1350 мм | ||||||||||||||||||||||
| Производительность плавки | 2500 кг/час | Непрерывная плавка | ||||||||||||||||||||||
| Емкость камеры выдержки | 5000 кг | Плотность расплава Al 2,38 кг/л | ||||||||||||||||||||||
| Рабочая смена | 24 часа | ≥ 300 дней в году | ||||||||||||||||||||||
| Температура при выдержке | ≤ 25 ℃ | На поверхности печи, кроме дверцы печи и узла загрузки | ||||||||||||||||||||||
| Температура расплава алюминия | 680-750 ℃ | |||||||||||||||||||||||
| Точность контроля температуры |
±5 ℃ | |||||||||||||||||||||||
| Параметры энергоносителя | Газ 8500 ккал/нм; 70-100 кПа (0,7-1,0 кгс/см²) | |||||||||||||||||||||||
| Расход | ≤ 60 нм³ /1000 кг Al (около) | Зависит от теплотворности газа | ||||||||||||||||||||||
Потери на угар |
При плавке слитков потери составляют ≤ 0,8%; При равном соотношении шлаков и слитков потери составляют ≤ 1,5% |
|||||||||||||||||||||||
| Функция учета данных | Возможность отображение веса загрузки и расхода топлива | |||||||||||||||||||||||
КОНСТРУКЦИЯ ПЕЧИ И ПРИНЦИП РАБОТЫ
- Корпус печи разделён на функциональные блоки — загрузочную башню с зоной предварительного подогрева, плавильную камеру и камеру выдержки расплава с с выпускным устройством.
- Интегрированная система утилизации тепла отходящих газов позволяет использовать их энергию для подогрева шихты, что существенно повышает общий КПД установки.
- Загрузка, нагрев, плавление и подача металла в камеру выдержки расплава осуществляются в непрерывном автоматическом режиме.
- Оптимизированная геометрия и многослойная футеровка из высококачественных огнеупоров снижают теплопотери и габариты установки.
- Гидравлический механизм наклона обеспечивает плавный и контролируемый слив расплава.
- Предусмотрена возможность подключения к системе взвешивания для контроля загрузки и расхода металла, а также автоматический мониторинг ключевых параметров.
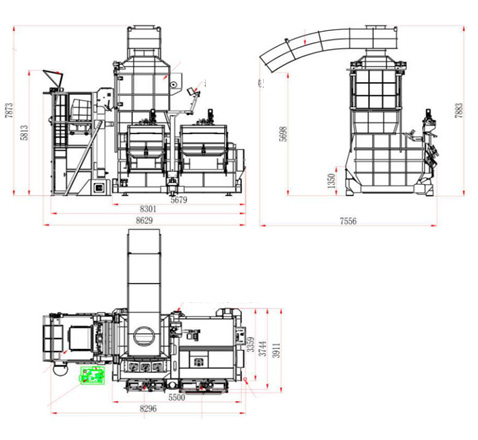
Общая схема печи
Корпус печи
Корпус печи включает следующие основные элементы: основной корпус, выпускное отверстие для розлива, дверцы для удаления шлака и очистки, а также загрузочную башню.
- Основной корпус
Основной корпус печи имеет коробчатую конструкцию, изготовленную из стального листа, усиленного профилем. Все стальные конструкции, за исключением некоторых съёмных или сменных узлов, являются сварными. Корпус печи, являясь ключевым элементом, изготовлен из специальной жаростойкой стали, обладающей повышенной стойкостью к деформации и окислению, что обеспечивает длительный срок службы — более 10 лет в номинальных рабочих условиях. Внутренняя часть стального кожуха выполнена в виде огнеупорной теплоизоляционной футеровки; подробная структура слоёв описана в следующем разделе
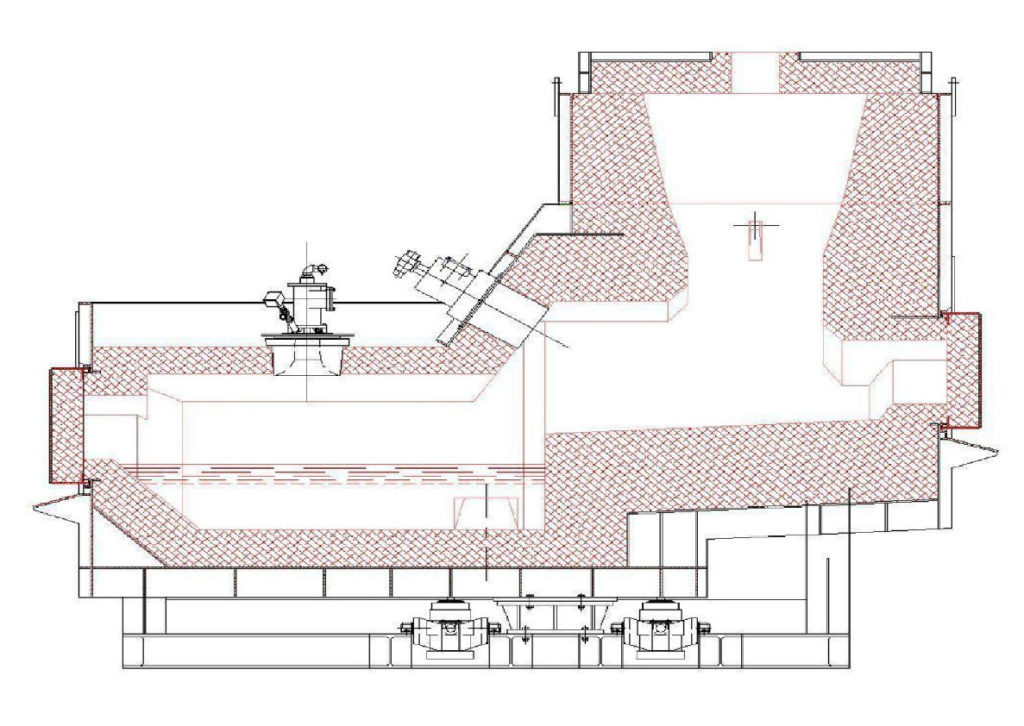
Вид печи в разрезе
- Выпускное отверстие для розлива (лётка)
Узел выпускного отверстия изготовлен из огнеупорного материала и жаропрочной чугунной плиты. Чугунная плита герметично соединена с корпусом печи с помощью установочных штифтов. На выпускном отверстии установлен концевой выключатель, контролирующий правильное положение крышки лётки.
- Дверцы для удаления шлака и очистки
Дверцы изготовлены из листовой конструкционной стали. Для обеспечения герметичности используется слоистый уплотнительный материал из огнеупорной керамической ваты, а рабочая поверхность выполнена из жаростойкого бетона. Дверца для очистки имеет электропривод и выполнена по многозвенной кинематической схеме. При подъёме дверца автоматически опрокидывается, поворачиваясь тыльной стороной.
- Загрузочная башня
Загрузочная башня изготовлена из стального листа, усиленного профильным металлопрокатом. Внутренняя футеровка выполнена из высокопрочного жаростойкого бетона. Башня служит зоной предварительного подогрева алюминия; её коническая внутренняя форма эффективно снижает ударное воздействие загружаемого материала на футеровку. В верхней части башни установлен газоотводный зонт для отвода отходящих газов в систему газоочистки или дымовую трубу. Зонт изготовлен из конструкционной стали и профилей, с внутренней облицовкой из лёгкой огнеупорной заливной массы, что защищает рабочую зону от теплового излучения.
Конструкция футеровки
Оборудование использует теплоизоляционные и огнеупорные материалы ведущих мировых производителей.
Система горелок
- Система управления
Оборудование оснащено системой управления на основе PID-регулятора. Параметры управления могут настраиваться системой автоматически.
Мощность горелки в различных режимах работы регулируется плавно и стабильно, обеспечивая быстрое достижение заданных параметров и устойчивую работу системы. - Интеллектуальная система
В оборудовании применена собственная энергосберегающая система управления. Путём контроля температуры отходящих газов система осуществляет мониторинг теплового состояния плавильной камеры в реальном времени для оптимизации процесса.
- Наклонный механизм (Механизм опрокидывания)
Данный узел предназначен для наклона корпуса печи с целью выпуска расплавленного алюминия. Механизм имеет гидравлический привод, отличающийся простотой конструкции и стабильностью работы, что гарантирует безопасность работы гидроцилиндров.
| Позиция | Характеристики | Примечание |
| Рабочее давление | Макс. 25 МПа | Регулируется вручную |
| Расход | 27 л/мин | Регулируемый |
| Электродвигатель | 7,5 кВт/1410 об/мин/380 В/50 Гц |
|
| Масляный резервуар | 160 л |








